![]()
![]()
![]()
Use LEFT and RIGHT arrow keys to navigate between flashcards;
Use UP and DOWN arrow keys to flip the card;
H to show hint;
A reads text to speech;
173 Cards in this Set
- Front
- Back
|
What does milling the grains do for the brewing process? |
It separates the seed so that all of the starches can be accessed during malting and brewing. The fineness also helps to create a grain bed through which the wort will pass through during lautering. You are ideally crushing the inside of the grain, but leaving the husk intact, aiding in filtration. |
|
|
Possible flavor impacts from milling on finished beer. |
Tannin levels depending on crushed husk surface area.
Amount of extraction depending on crush. |
|
|
Why would you mill far away from your fermentation area? |
Grain dust is rich in bacteria, can cause contamination. |
|
|
Explain the statement: In theory at least, finely ground malt flour yields by far the most economical extraction in the brewhouse. In practice, however, the opposite is true |
Finely ground malt would yield more fermentable sugars, however, it causes the mash to get sticky and clumpy making problems during lautering and sparging. |
|
|
Qualitative trains of a proper grind. |
Husk in tact, enough surface area to expose to water in order to extract fermentable sugars and other compounds. |
|
|
What are some variations of Mills? |
Corona Mill - looks like a sausage grinder. forces grain between two rotating plates. Tend to powder the grain and shred the husks. Single Roller Mill - A single roller malt mill presses the grains between a moving roller and immobile roller or plate. This results in a better crush than the corona mill, but still produces some powdering of the husk. Dual Roller Mill - A dual roller malt mill provides the best overall price/performance for a homebrewer. If properly adjusted, it will crush the interior of the grain while leaving the husks largely intact. Triple Roller Mill - A triple roller mill provides the best crush available to a homebrewer, but at a significance price increase from the dual roller mills. Triple roller mills have only become widely available since 2010, and are still fairly uncommon due to their price. |
|
|
What are the major enzymes during the mash? What are their purposes? |
Alpha and Beta Amylase. To begin breaking down the starchy endosperm, converting unfermentable starches into fermentable sugars. |
|
|
What is the mash phase? |
The initial period in brewing where the grist is mixed with a temperature controlled brewing 'liquor', whose purpose is to begin converting starch and protein in the grist into sugars and amino acids that are assimilable by yeast. |
|
|
What are the three basic types of mashing? |
Decoction, infusion and step-infusion (temp controlled) mashing. |
|
|
What is infusion mashing? |
Also called isothermal, because it uses one temperature to begin conversion. This is used in UK often because of the ideal growing conditions, which yield well-modified malt. During the malting process, much of the hemicelluloses, gums and proteins have already been broken down, so there is no need to go through step mashing where different glucanases and amylases are used to break down these structures. |
|
|
What are advantages to infusion mashing? |
It only requires two brewhouse vessels to produce a hopped wort: Mash/lauter vessel and kettle. Straight forward, no need to continually adjust temps |
|
|
What is decoction mashing? |
This is a multi-step mashing technique, whereby one achieves a more highly converted malt by hitting key steps/stands/rests where different compounds can act upon the malt to break down the structure. This generally involves removing a portion of the mash, boiling it on the side and adding it again to bring the temperature up through the different steps. It makes it possible to achieve the crisp, dry maltiness characteristic of German Oktoberfest and other continental lagers. |
|
|
What are the steps of decoction mashing? |
95F (35C) – Acid and Glucanese rest – to break down gummy solids (glucose) and lower pH of the mash for undermodified malts 127F (52C) – Protein rest 145F-153F (63-67C) – Beta Amalyse Rest 158-167F (72-75C) – Alpha Amalyse Rest |
|
|
Why should a protein rest not be performed on fully modified malts? |
This can potentially remove all of the body from the beer creating a thin watery product. |
|
|
Why would one want to use a less modified malt and a protein rest. |
Supposedly you can achieve a richer maltier flavor through this, ref. artisanal floor malting. |
|
|
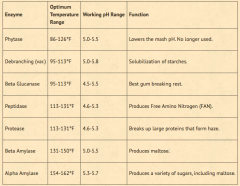
Name all major mashing enzymes and their function. |
|
|
|
Why was the acid rest historically used? |
Before the turn of the (last) century, when the interaction of malt and water chemistry was not well understood, brewers in Pilsen used the temperature range of 86-126°F to help the enzyme phytase acidify their mash when using only pale malts. The water in the area is so pure and devoid of minerals that the mash would not reach the proper pH range without this Acid Rest. Most other brewing areas of the world did not have this problem. |
|
|
Why is the acid rest not typically used in modern brewing? |
It can take several hours for phytase to break down phytin into insoluble magnesium and calcium, thereby reducing the pH. Through modern water chemistry and mineral additions, the brewing liquor can be adjusted to achieve the desired pH without having to go through this long and costly phase. |
|
|
What is 'Doughing-in'? |
This step (95-113°F) is sometimes used by brewers for mixing the grist with the water to allow time for the malt starches to soak up water and time for the enzymes to be distributed. This uses debranching enzymes (eg. dextrinase) to begin to slightly break up a small percentage of dextrins. Most of this occurs during malting, so not much is to be expected. Can improve the yield by a couple of points, so can still be an option, but not required. |
|
|
What is Modification? |
Modification is the term that describes the degree of breakdown during malting of the protein-starch matrix (endosperm) that comprises the bulk of the seed. |
|
|
What is the purpose of the Protein Rest? |
Moderately-modified malts benefit from a protein rest to break down any remnant large proteins into smaller proteins and amino acids as well as to further release the starches from the endosperm. Fully-modified malts have already made use of these enzymes and do not benefit from more time spent in the protein rest regime. This aids in head retention and prevents chill haze. |
|
|
What are the two main enzymes at work during protein rest? |
Peptidase and Protease |
|
|
What is an enzyme? |
Enzymes are proteins that have catalytic functions indispensable to maintenance and activity of life. |
|
|
What does Peptidase do? |
Peptidase works to provide the wort with amino acid nutrients that will be used by the yeast. |
|
|
What does Protease do? |
Protease works to break up the larger proteins which enhances the head retention of beer and reduces haze. In fully modified malts, these enzymes have done their work during the malting process. |
|
|
When should you use a protein rest? |
When you have a lot of moderately-modified grains or if you are using a high percentage of unmalted grains in your mash bill (>25%). |
|
|
What is the standard time for a protein rest? |
20-30 minutes |
|
|
What other enzymes are active during the protein rest? |
Beta-glucanases/cytases - part of the cellulose enzyme family, and are used to break up the beta glucans in (un)malted wheat, rye, oatmeal and unmalted barley. These glucan hemi-celluloses (i.e. brambles) are responsible for the gumminess of dough and if not broken down will cause the mash to turn into a solid loaf ready for baking. Fortunately, the optimum temperature range for the beta glucanase enzyme is below that for the proteolytics. |
|
|
Why would one need to use a gum-breaking rest? |
This rest uses beta gluconases and cytases to break down gums without affecting protein that helps with foam. Only necessary for mash bills with lots of unmalted or flaked wheat/oat/rye in order to prevent a stuck mash, though these can also be prevented by higher temps during lautering. |
|
|
What happens during the saccharification rest? |
The diastatic enzymes work on the starch chains by hydrolizing them. This shortens them into more fermentable sugars and some dextrins. |
|
|
How can a brewer determine if the starches have all been converted? |
They can use iodine to stain a sample and identify starches when the turn black. |
|
|
What is the ideal temperature for saccharification? |
153˚F, bridge between the two ideal temp ranges for Alpha and Beta Amylase. |
|
|
What do higher mash temperatures do? |
Mash temperatures higher than 156˚ will yield a fuller bodied, sweeter beer. This is because Alpha-amylase is quite different in that it is more active at warmer temps ranging from about 154°F-162°F (68°C-72°C), converting starches into maltose as well less fermentable sugars and unfermentable dextrins. |
|
|
What will lower mash temperature do to a beer? |
It will create a more highly attenuated, drier beer with mashing below 150˚F. This is because Beta Amylase is more effective from 130-150˚F and chops up whatever the hell gets in its way into smaller bits of mostly maltose, a highly fermentable sugar.` |
|
|
What factors can affect the overall mash results? |
pH, Temperature, water ratio, time |
|
|
Beta Amylase is favored by a ________ wort pH and Alpha Amylase is favored by a ___________ wort pH. |
Lower Higher |
|
|
Why is decoction mashing typically used for German lagers and continental beers? |
Allows a high attenuation to maintain malty flavor without sweetness, as is typical for German style. This is due to the multiple rests, freeing up most fermentables, as well as the additional boiling agitating and release more compounds from the grist. |
|
|
What is the purpose of Lautering? |
To separate the sweet wort from the mash. |
|
|
What are the three steps of lautering? |
Mashout, recirculation, sparging |
|
|
What is mashout? |
raising the temp of the mash to around 170F prior to lautering in order to cease enzyme activity. |
|
|
For most mashes with a ratio of 1.5-2 quarts of water per pound of grain, the mashout is ___ ____________. The grainbed will be loose enough to flow well. For a thicker mash, or a mash composed of more than 25% of ________ or _______, a mashout may be needed to prevent a Set Mash/Stuck Sparge. |
not necessary wheat oats |
|
|
How does the mashout help make sparging and lautering easier? |
It raises the temperatures of the sugars, making them more liquid, like the difference between warm and hot honey. |
|
|
How can mashout temps be attained? |
Adding external heat or adding water using a mult-rest calculator. |
|
|
What can happen if you do too long of a beta glucanase rest? |
You can breakdown the cellulose too much causing problems during lautering. |
|
|
What happens if you do too long of a Proteinase rest? |
You can free too much amino acid and cause off-flavors. |
|
|
Why is temperature important during sparging? |
Too hot and you can extract tannins, too cold and you won't get the right sugar extraction. |
|
|
What are the three main methods of sparging? |
English, Batch, Continuous |
|
|
What is the English method for sparging? What is the traditional name of this multi-beer method? |
Letting the wort run freely from the grain bed, adding a second batch of water around 170F, then draining again. This was often used in England to make a lighter mild and a heavier beer. The second running would be lighter and therefore lower in fermentables. Parti-Gyle |
|
|
What is batch sparging? |
Common for home brewers, slightly different than English, as you don't maintain a specific saccharification temp, but you do want to separate all sugars. |
|
|
Why is the pH of the sparge water important? |
You want to keep in mind the final pH for the beer, and you don't want to extract too much tannin or silicates from the grain husks. |
|
|
What is the Vorlauf? |
Taking the initial cloudy wort out of the mash tun and recirculating it into the mash tun in order for the lipids, polyphenols and particles to be filtered again through the grain bed. |
|
|
What is Continuous sparging? |
Continually adding water to the grain bed in order to maintain a certain level and attain a higher extraction. |
|
|
Why is it important to keep the grainbed constantly submerged during sparging? |
You prevent a static state, which would create preferential flow, which would cause inefficient extraction. |
|
|
What is the typical homebrew rate of evaporation during the boil? |
1 Gal / min |
|
|
What is the precursor to DMS? |
SMM - S-methylmethionine (SMM), a compound created during germination of the barley. This is mostly driven off through kilning, lightly kilned malts have much more of this precursor. |
|
|
How is SMM converted into DMS during the boil? |
By being heated, but not boiled enough to be driven away. |
|
|
How can DMS be prevented? |
Vigorous boil, vigorous fermentation. (risk for lagers as they are not usually vigorously fermented). Extend your boil (esp. at altitude) Sanitation (prevent DMS producing bacteria) Chill wort rapidly (less SMM conversion) Higher fermenting yeast strain |
|
|
What are the main objectives of the Boil? |
Extract Alpha Acids Sterilize the batch Halt enzyme activity Removes undesirable hop compounds Causes excess proteins to form hot break with polyphenols Concentrates the wort |
|
|
What is the hot break? |
With vigorous movement, proteins and polypeptides will combine with polyphenols and tannins through chance meeting (increased with agitation). They will combine and eventually fall out of the liquid becoming insoluble. This is the hot break. You must boil vigorously for about 1 hour in order to achieve this, though other fining compounds can aid. |
|
|
What is Irish Moss? How does it work? |
WA majority of the Irish moss plant consists of carrageenan, which is key to clarify beer during the boil. Carrageenan has a negative electrostatic charge. Protein clumps from the boiling wort’s hot break are positively charged. Because of the attraction between proteins and carrageenan, larger clumps of hot break material form, making them more likely to precipitate out of suspension in a faster manner. Ultimately the clumps will not make it into the fermenter. |
|
|
What is cold break? |
Cold break occurs when proteins and compounds like tannins flocculate during the rapid chilling after the boil. This requires a rather rapid chilling, through the use of certain coolers. Chilling and whirlpooling will help leave the cold break particles behind. |
|
|
Why does one need to achieve cold break? |
In order to remove proteins and other haze causing compounds. Also can lead to sulfur, DMS, fusel alcohol and other off-flavors. This is most important in delicate lagers. Ales are more forgiving. Also these nutrients can be important in yeast development, so it is best not to try and remove all break compounds. |
|
|
What is Melanoidins, how are they formed? |
Melanoidins are brown, high molecular weight heterogeneous polymers that are formed when sugars and amino acids combine (through the Maillard reaction) at high temperatures and low water activity. A caramelization of sugars that occurs in a vigorous boil. This can be achieved by taking the first clear runs of the wort and boiling it like crazy in order to get some caramelized sugars. |
|
|
Why is it careful not to impart too much melanoidin character with a long, aggressive kettle boil? |
You can cause a flavor that seems like Diacetyl to certain judges/tasters. |
|
|
What styles benefit from melanoidin development? |
Some Scotch ales, dobbelbocks, maltier beers. |
|
|
What are methods for heating the wort in order to boil? |
Heat exchange (steam jacketed kettles), direct heat, calandria heater (external boiler, lots of vapor nucleation surface area to encourage vigor) |
|
|
What is a Calandria boiler, how does it work? |
This is an external boiler unit, through which the wort is pumped through and is boiled in a unit inside or outside of the kettle. Inside the kettle has more thermo-dynamic flow advantages, seems to be extremely efficient and can be used for any sized batch. External is easy to retrofit system, similar idea, but more pumping requirements though some efficiencies through pumping flows and effects can be achieved. |
|
|
Advantages of a Calandria system |
High evaporation efficiency Low energy requirements Effective DMS evaporation High Wort Quality Low Thiobarbituric Acid Values (staling, oxidation) Higher nitrogen coagulation Low coloration |
|
|
What is the whirlpool vessel, how does it work? |
This is a common method since 1960 for separating hop fragments and other solid particles from the wort. These tanks must be at least as wide in diameter as the depth of the wort. Whirlpool is achieved by pumping wort through a pipe over 1/3 of the height of the tank above the wort. As wort is pumped through, creating a whirlpool, the trub will settle into a hop cone in the center of the tank. Once the wort comes to a rest it will be pumped to the chilling apparatus and out of the tank. The trub cone will be removed through a port in the center of the tank. |
|
|
How can whirlpooling be achieved in home brewing? |
Through the use of a drill and paddle to start a whirlpool in a vessel that can then be pumped off. You can also whirlpool with a wort chiller. |
|
|
List some alternatives to whirlpooling for filtering between boil and fermentation. |
Pumping through Mesh Filters (bazooka (whole leaf), Hop stopper (a mesh bag around your exit tube)) Hop Bags False Bottom kettles Filter through hops in a Hop Back system Allow to settle and rack off of cold break Rack into a sedimentation vessel and then into another vessel for fermentation. Cold Flotation |
|
|
What is Trub? |
Trub is chemically composed of proteins, tannins, hop compounds, and fatty acids. These are compounds that will precipitate during hot and cold breaks and after boiling. |
|
|
What is cold flotation? |
This is the pumping of sterile air into a beer after boiling to cause the cold trub to float to the top. The beer can then be drained from the bottom leaving the trub on top. |
|
|
How can coolships be used to remove hot trub? What are other negative effects? |
Pumping into a coolship will allow the hot trub to settle and can then be pumped off. Can cause extra color and alpha acid isomerization, as well as lots of contact with air for potential infections. |
|
|
Improper wort chilling can cause what off-flavor, and how? |
By not chilling your wort quickly enough, DMS compounds can dissolve again into the wort causing off-flavors. Also improper chilling can increase the risk for bacterial infection (danger zone) and cause DMS issues. |
|
|
Methods for Wort Chilling? |
Counter-Flow Chiller Ice Bath Immersion Chiller |
|
|
What is Counter-Flow Chilling |
This is pumping your wort through a copper tube that runs inside of another tube with water running in a counter flow this causes the cold water to work on a small amount of wort and the flow increases the rate of chilling. Very fast, requires pumping, less water than immersion. |
|
|
What is a Heat Exchanger? |
Something that allows heat to transfer between a surface and two liquids. i.e. Beer, plate, water. |
|
|
How does a heat exchanger chill wort? |
Most heat exchangers are plate exchangers, which is a series of plates that has cold water or refrigerant flowing on one side and warm wort flowing on the other. The plate facilitates the exchange of heat through thermal conduction. |
|
|
What is the ideal cooling time for a batch of wort in a brewery? |
45 minutes to approximately 12C/53F |
|
|
What other purpose can heat exchangers serve in a brewery? |
Flash pasteurization to heat and quickly cool Cold chilling for lagering post fermentation. |
|
|
What is another type of heat exchanges used in brewing? |
Shell and tube heat exchanger, a pressure vessel with a bundle of tubes running through it. The liquid runs through the tubes and a cooling liquid flows around the tubes to conduct the heat. |
|
|
Why does wort need to be aerated? |
Yeast needs oxygen to produce unsaturated fatty acids (UFA) and sterols, which make up the yeast cell walls. |
|
|
Overall effects of aeration on yeast. |
So oxygen, at least at this stage, is needed. It creates healthy yeast, and healthy yeast means better attenuation, more complete fermentations, lower fermentation times, less chance of a stuck fermentation, and fewer off flavors. |
|
|
What is a Diacetyl Rest? |
Diacetyl is a natural bi-product of fermentation, especially at the beginning of the process. Later on the yeast will consume the diacetyl lowering levels and decreasing the impact on the flavor. The Diacetyl rest is keeping beer in the low 60s to encourage the yeast to consume the diacetyl. |
|
|
Why is diacetyl produced by yeast during the initial phases of fermentation. |
During the lag phase and subsequent exponential growth phase the yeast require many nutrients to grow. They use this to build amino acids, proteins and other components. One such amino acid is Valine, whose intermediate component is acetolactate. Some of this acetolactate will leak out of the cell and eventually go through oxidation and turn into diacetyl (especially with warmer fermentation temperatures). Also, if too little Valine (or other yeast nutrients) is available (some malts are lower in Valine content), the yeast will produce it on its own, which requires more acetolactate, which raises the risk of diacetyl production. Yeast nutrient additions can reduce this risk. |
|
|
What is the yeast stationary phase? How is this important to diacetyl control? |
As yeast slow down in fermentation, they enter what is known as the stationary phase. This phase is when beer undergoes a maturation process to develop the correct balance of flavors. One of the key elements of maturation is diacetyl reduction. Not only do yeast produce the precursor to diacetyl, they also consume the diacetyl that is produced and enzymatically reduce it. Yeast reabsorb diacetyl and convert it to acetoin and subsequently to 2,3-butanediol.Acetoin and 2,3-butanediol have high flavor thresholds (they aredifficult to detect), and so neither contributes much in terms of flavor. |
|
|
How do you perform a Diacetyl rest on a Lager? |
Diacetyl uptake by yeast after fermentation is slower at colder temps, so Lagers require a warmer diacetyl rest before they go through lagering. The process is simply to raise the fermentation temperature from lager temperatures (50° to 55° F) to 65° to 68° F for a two-day period near the close of the fermentation. Usually the diacetyl rest is begun when the beer is two to five specific gravity points away from the target terminal gravity. The temperature is then lowered to conditioning temperature following diacetyl reduction. |
|
|
How do you performa Diacetyl rest on an Ale? |
Ale fermentation temperatures are already at the ideal temperature range for the yeast's uptake of Diacetyl compounds. After fermentation, Ales should still be rested for two days at this temperature to encourage this action. |
|
|
What are other ways to get Diacetyl off-flavors in beer? |
Lactobacillus and Pediococcus bacteria also produce diacetyl, and their infection can greatly increase off-flavor. They can survive in anaerobic environments, including those with high heat and alcohol, therefore can easily continue to produce a sour-butter off-flavor. |
|
|
What are some accepted causes of Diacetyl, and what styles are they typical in. |
Some flocculating English ale yeast strains can produce Diacetyl, also, certain Scotch and english maltier styles have acceptable levels or even desired levels of Diacetyl. |
|
|
How does one determine the appropriate time to begin a Diacetyl rest? |
With a hydrometer; the rest should begin within 2-5 points of Final Gravity. |
|
|
Why is ale production more appealing to a homebrewer than lager? |
Lager beers require more fermentation time, attention, and cold aging. |
|
|
What are the lager and ale fermentation temp ranges? |
Lager - 45-55F (7-13C) Ale - 68-72F (20-22C) |
|
|
What are the three main phases of Lager fermentation? |
Primary Fermentation -main fermentation of the fermentable extract. The bulk of the CO2 and alcohol are created here Maturation - the yeast is allowed to clean up some of its byproducts like diacetyl (butterscotch flavor) and acetaldehyde (green apple flavor) Cold Stabilization - the low temperature causes haze forming proteins and polyphenols come out of solution and drop out of suspension. There is also a mellowing of flavors and some formation of esters happening. |
|
|
Go through the general steps of a Lager fermentation schedule beginning at whirlpooling/filtering. |
1) After whirlpooling, cold break filtration occurs, and if not using cold-flotation, aeration will occur to achieve 8-10ppm Oxygen. 2) The beer is cooled to 32F to maximize cold break and probably filtered. 3) yeast is pitched at between 41 and 46F depending on the use of colder or warmer Lager fermentation. 4) at around 24 hours low Kräusen develops. 5) at around 3 days High Kräusen begins and the warmest temps are reached and last until the 5th day 6) Yeast begins to flocculate and beer is cooled slowly to avoid shocking. Attenuation is about 40-60% at this point 7) The beer is racked into secondary/lagering tanks. Other beer can be mixed in to compensate for color, etc. and low flocculating yeast can aid in attenuation. 8) Lagering occurs, CO2 is developed and maintained, though excess is bled off. 9) Maturation occurs in order to reduce diacetyl, acetaldehyde and fusel alcohols. 10) Final attenuation is achieved, which can vary within .5% (export lagers) and 6% based on style preferences. Higher sugar levels make a less stable beer. |
|
|
What is the purpose of 'Beechwood Aging' in lagering? |
This is to maximize surface area contact between yeast and beer to speed up the lagering process and help the yeast clean the beer up. |
|
|
Why is it important not to condition a beer on the trub? |
You can create soapy off-flavors by the dormant yeast's creation of amino acids and fatty acids. If you leave this any longer the yeast could go through autolysis, the process of yeast death and breakdown. This can create yeasty/fatty/meaty/rubbery/fatty flavors. |
|
|
What is Autolysis? |
Autolysis is the final result of these stresses, where the vacuolar membranes inside the yeast disintegrate; releasing hydrolytic enzymes that cause the cells to burst open, releasing the contents of the cell into the beer. The word “autolysis” essentially means “self-destruction.” |
|
|
What effects can Autolysis have on beer? |
- Sulphury qualities caused by amino acids and nucleotides. - A lowering of pH - meaty flavors (think barbecue chip flavor) - Enzymatic digestion of proteins from protease found in yeast, hazy beer, lack of head retention. |
|
|
What causes Autolysis? What are some of the main causes? |
Stress on the yeast cells, causing degradation and death. - Rapid Temp changes during pitching or chilling - osmotic shock, from pitching into high gravity beers. - high alcohol (depends on strain) - high acidity (depends on strain) |
|
|
What about Autolysis in bottle-conditioned beer? |
Autolysis can cause problems with fresh beer if aged too long, however, in longer aging beer the autolysis compounds can mellow out into pleasant qualities (think Champagne) like nutty, toasty, hazelnut or umami flavors. Also, the environment in the bottle is very unlike that of the primary fermentation tank. There is less yeast relative to the volume of the beer, and there should theoretically be fewer possible stresses to the yeast. Heavier, age-worthy beers typically have lots of esters, alcohol, etc. so are less likely to suffer from autolysis issues. |
|
|
What is produced by yeast during fermentation? |
Ethanol (C2H5OH) CO2 heat energy Higher alcohols (propanol, butanol) acetaldehyde esters amino acids ketones: diacetyl, pentanedione, dimethyl sulfide, etc. |
|
|
What are higher alcohols? Examples |
Fusel or Higher Alcohols have more Carbon atoms, and therefore more Hydrogen atoms. These are more volatile and have more intense flavor profiles (fruity, solvent). Must be in balance with esters for drinkability. Propanol (C3H7OH) Butanol (C4H9OH) |
|
|
What is pentanedione? |
a Vicinal Ketone (VCK, similar to Diacetyl) formed by yeast during fermentation. Creates a honey flavor, considered an off flavor for most styles. Usually removed through Kräusening, which is incorporating fresh still active yeast that will break down the components at a faster rate, usually 2-3 days of conditioning. |
|
|
What is Kräusening? |
The addition of beer recently finishing the primary fermentation to conditioning beer (common with German Lagers). This allows the new yeast to help refine and condition the beer, while aiding in the carbonation of the beer and speeding up secondary fermentation (higher attenuation). |
|
|
Along with flocculated yeast, what will settle out of the beer after fermentation and during conditioning? |
Higher molecular weight proteins, tannins/phenols that will bind to these proteins. |
|
|
How does cold conditioning of ales benefit a beer? How long should it last? |
Cold Conditioning of ales allows a brewer to achieve a clearer, more attractive and smoother product through a more complete settling of the beer. A reduction in tannins/phenols and proteins, as well as other compounds will achieve a smoother and more appealing beer. |
|
|
How can a brewer speed up the conditioning of a beer? |
They can use fining products (Irish moss, isinglass, Polyclar, gelatin) at different stages of the boil, fermentation and conditioning to aid in the flocculation of undesired compounds. |
|
|
What are some risks involved in using a Secondary fermenter? |
Any time you rack a beer, you can risk contamination or contact with oxygen. Also, removing fermenting beer away from the kräusen crown or the yeast cake can risk a stuck fermentation, and therefore a high FG. |
|
|
Conditioning can be done in either the ____________ ______________ or the _______, but the two methods do produce different results. |
Secondary Fermenter Bottle |
|
|
How does secondary fermentation, or conditioning differ in a fermenter v. a bottle. |
In Fermenter: - Significantly more yeast, faster and more complete conditioning. In Bottle: - By adding priming sugar you cause the yeast to go through the three stages of fermentation again, with its subsequent byproducts. This requires the yeast to condition the main and secondary fermentation byproducts, much more work than in a Secondary fermenter, which could cause an off-flavor. - The small amount of oxygen present in the headspace of the bottle can cause the yeast to create very different compounds than they would in the secondary fermenter. These are typical for some styles, Belgian, etc. and can be irreplaceable in these beer. |
|
|
What are Nominal Lagering Times at: 45F 40F 35F |
3 - 4 weeks at 45°F 5 - 6 weeks at 40°F 7 - 8 weeks at 35°F. |
|
|
The lagering phase should be held at least _____˚F lower than the fermentation phase. |
10 |
|
|
Strong beers need to be lagered ____________. |
longer |
|
|
What is DME? What is it used for? |
Dry Malt Extract Bottling |
|
|
What is Spundung? |
The German technical term for controlled pressure release from the main fermenter. Usually done to correctly maintain carbonation for the beer as it is not possible to artificially carbonate. |
|
|
What are benefits of lagering/cold conditioning? |
- Proteins and polyphenols (tannins) form agglomerations (basically bind with each other to form larger molecules) which become insoluble and precipitate out of solution. [Nguyen 2007] - Hop polyphenols will drop out leading to milder hop bitterness - Yeast sediment which cleans up the beer and removes the yeasty smell and taste associated with young beer - Some of the alcohols and acids form esters in the beer which leads to new flavor compounds. This process is very slow and becomes only significant after more than 12 weeks [Narziss 2005]. - Some yeast activity may be present which leads to further clean-up and extract reduction of the beer. I oftentimes see another extract drop of 0.1 - 0.2 Plato over the course of a few weeks. |
|
|
What was the general progression of historic brewing vessels? |
- Animal Skins - Clay pots/amphora - Wooden barrels - Wooden barrels with neutral tar/resinous liner - Concrete Fermentation tanks with neutral lining - Lined Mild Steel with immersion chillers or some type of simple refrigeration (low carbon steel, less carbon than iron, subject to oxidation) - Aluminum (less corroded, caustic soda cleaning not possible, changed cleaning materials) - Stainless Steel |
|
|
What is a UniTank, and what did it change in brewing? |
It is a Universal Tank, or cylindroconical tank that allows you to achieve primary fermentation and complete maturation in the same tank. 1) eliminates the need to move the beer to a maturation tank, much more sanitary, efficient. 2) Cleaning, sanitization, and microbiological control are far superior in cylindroconical tanks compared with older tank designs. 3) Easily and affordably insulated 4) Easier automation 5) Simplified CO2 Collection 6) Easier yeast cropping (harvesting) |
|
|
What are two main options for refrigerants used in tank cooling jackets? |
Glycol or Direct Expanding Amonia |
|
|
What is the industry standard angle of cylindroconical tank bottoms? |
70˚ |
|
|
How is the placement of cooling jackets important in fermentation? What is the purpose of more than one cooling jacket? |
Placing the cooling jacket at the top causes a current by cooling the fermented beer, which causes it to lower in the tank, thus forcing up warmer fermenting beer that will be cooled thereafter. Multiple cooling jackets allow the brewer to work at a lower capacity and still maintain the same thermal movement. |
|
|
Why must cylindroconical not be constructed in a tall thin manner? What is a proper ratio of these tanks? |
They will not achieve correct flow, and therefore the yeast will suffer excessive hydrostatic pressure. A ratio of 1:1 or 5:1 should be maintained. |
|
|
What features are optional on a cylindroconical? |
Multiple cooling jackets More than one outlet from the tank bottom, allowing the brewer to draw off beer from the tank without inclusion of yeast that has settled in the bottom of the cone. Cleaning devices installed in the top of the tank to allow for cleaning in place. Continuous fermentation through immobilized yeast. Mechanical mixing through internal pumps, |
|
|
Why are Cylindroconical tanks often placed outside of the brewery? |
They allow for the brewery to save on construction costs. All of the in and outputs are controlled through the brewery located near the tanks, so through piping and controls systems all could be managed. |
|
|
What is a "Yorkshire Square" |
A square tank typically used in England with English style top fermenting ales (think Samuel Smith's). These can be almost entirely automated just like Cylindroconical tanks, though they are more complex, expensive, and may not be built outside. |
|
|
Where is open fermentation tradition still used? Styles? |
Many UK breweries, Munich, until recently Pilsner Urquell English ales, Scotch Ales, Munich lagers, weissbiers, etc. |
|
|
What is the Burton Union fermentation system? Notable breweries using this system? Why is it mostly not used? |
Fermentation in oak vats where expelled yeast travels between them in open troughs. The active wort is fed into the system through gravity. As the fermentation works, foaming beer is shot out through the swan necks and the yeast is collected as the beer flows back into the system. Eventually the beer brightens itself and is pulled by gravity to be bottled. This is though to create a very high quality yeast and imparts a very unique flavor. Bass (formerly) and Marston's (currently)Firestone Walker made a modified version for their flagship ales. Very expensive to maintain (cleaning, cooperage, etc.), very labor intensive |
|
|
Flavor differences from Burton Union system? |
The finished beer has a notable soft and fruity character with a pronounced oaky, vanilla note compared with beer simply fermented in stainless-steel vessels. |
|
|
How should a bourbon barrel be used for brewing? |
You should rack beer into the barrel after primary fermentation and fill as full as possible in order to prevent bacteria and to reduce oxidation. Use a bung stopper and airlock. 30-100 days of secondary and maturation. |
|
|
What are some of the uses of Foeders in Brewing? |
Farmhouse style fermentation Mild oak influence in aging and fermentation (depending on the wood and treatment) Important in styles that require some controlled oxygen input (sours, bruins, flanders, saison, farmhouse) |
|
|
What are some classic examples of hybrid fermentation beers? |
Kölsch - Lager techniques with ale yeast, usually 100% pilsner malt Altbier - Ale yeast and temp, cold lagering. California Common Beer - Lager yeast at high temperatures, coolships, old methods, etc. AKA Dampfbier Cream Ale - Cold fermentation w/ ale yeast Baltic Porter - Can be hybrid, cold or warm with lager or ale. |
|
|
What is continuous fermentation? |
A method of converting wort into beer in a continuous process, whereby wort is fed into one end of the process and beer is discharged at the other without recourse to holding the beer in a static holding vessel (batch fermentation). |
|
|
What are some advantages and disadvantages of continuous fermentation? |
Advantages: - efficient plant utilization - improved carbohydrate utilization - increased throughput - consistency. Disadvantages: - microbial contamination - flavor differences with batch fermented beers - requirement for continuous processes upstream and downstream from fermentation, particularly in wort production - difficult to adjust for demand - risks of microbial infection and blowouts |
|
|
For which type of beer could a continuous fermentation be viable? |
Beers that require a consistent base beer that then uses variations to create further beers. |
|
|
What is an immobilized yeast reactor? |
This is the use of glass beads, cartridges or other surface area that hosts the yeast cells. Wort passes by and the yeast ferments, attaining well attenuated beer quickly. Can cause increased VDK (vicinal diketones) like diacetyl, though temp can be raised and passed through again (like diacetyl rest). Useful in fast diacetyl rest alternatives and low-alcohol options or industrial quick "lager" beer, also in industrial ethanol production. |
|
|
What impact does stainless steel aging have on beer? |
The stainless has little impact, but beer will go through typical aging, such as reduction in hop, slight mellowing of alcohol, integration of body, etc. Can be done in kegs. |
|
|
What are some types of gluten free beers? |
Those made with non-gluten ingredients such as corn, millet, sorghum, buckwheat, and rice. Beers with controlled levels of gluten, such as low-gluten beers with levels around or below 20ppm. Some say that gluten (protein) is reduced into amino acids during malting, fermentation, etc., but this is debated (though isn't this whole gluten thing a little ridiculous at times). |
|
|
Clarification and dietary issues: |
Some fining agents are not vegan, so some consumers will have issues with them. Gelatin - Usually hooved animals Isinglass - Fish! |
|
|
What are some common fining agents? |
Isinglass - fish concerns, can remove lipids, which are good for foam stability. Can remove yeast and proteins. Whirlfloc tablets - boil fining, similar to irish moss with carrageenan extract added. Polyclar - PVPP plastic powder, positive charge, proteins tannins and yeast. Irish Moss - made from seaweed, added to boil Silica Gels - can remove proteins, can be bad for foam in excess. |
|
|
Depth v. Surface filtration |
Depth Filtration - The particulate is caught in the body of the filter (ex. sand) Surface Filtration - Particulate is caught on the surface of the filter (ex. micro particle membrane filters) |
|
|
D.E. Filtration |
Diatomaceous earth, a fine powder that acts as a filtration medium, usually fired into filter candles (Tubular Filters). |
|
|
Cross Flow Filtration |
The liquid flows across the surface of the filter instead of into the filter, and the filtrate comes out the other end. Usually Ceramic. |
|
|
Centrifugation as clarification |
The different components in the beer have different densities. Centrifugal force increases based on density, so these different density components are pushed to the wall of the centrifuge at different speeds, thus separating them. Wort centrifuge can separate wort from trub more efficiently than whirlpool. Employed before packaging can remove yeast particulate and increase stability and clarity. Fining agents can be removed from the liquid as well. Unusual to see one in a small production brewery. |
|
|
What is the range of normal carbonation levels measured in volumes of CO2 for different styles? |
Under Carb - 0-1.4 Vol of CO2 Porters and stouts - 1.5-2.2 volumes of CO2 Most beers - 2.2-2.6 vol of CO2 High CO2, Lambics, wheat - 2.6-4.0 volumes of CO2 Over Carb - 4.0 + |
|
|
What is a Carbonation Stone? |
This is a stainless steel piece on a pourous (often ceramic) piece through which CO2 is pumped. Lots of nucleation sites to force carbonate beer with pumped CO2. |
|
|
What is Spunding? |
Forcing CO2 in the fermentation tank or lager tank within 1.0-1.5 degree plato of residual fermentation is anticiapted. Lock the Spunding valve and gradually increase pressure in vessel. Use calculations to correctly carbonate Green Beer. |
|
|
Define equilibrium of CO2 and beer |
When dissolution and precipitation are equal in the beer. Same amount of CO2 enters and leaves solution. |
|
|
Nitrogen is insoluble in beer. T/F? |
True. |
|
|
What are the main differences between the three ways to carbonate beer? |
Captured Carbonation - Requires special equipment, typical for lagers, especially German (RHGB). Lagering can typically achieve 1.7vCO2 without aid. Spunding would get you to 2.5vCO2. Forced Carbonation - Applying pressure to the beer, typically in a keg, under colder temps following a Forced CO2 Schedule. X PSI under Y temp results in X vCO2. Most pure form of CO2 Bottle Conditioning - A little more difficult to exactly predict the final vCO2 in the beer. Typically use priming sugar, though other sugar sources can be used (juice, DME, honey, molasses, etc.). Can make some calculations, but difficult. Headspace makes a great difference in the absorbed CO2 (more in the neck less in the beer), and there are some benefits in bottle conditioning. |
|
|
What are the benefits and risks of bottle conditioning? |
+: Diacetyl and VCK reduction through long term yeast processes. Carbonation for the beer Added flavors and complexities Reduction of dissolved oxygen in beer. Finer, silkier texture of carbonation superior foam retention more complex flavors longer shelf life better aging ability
Many benefits require longer aging Difficult to predict results, hard to establish consistency. Difficult to measure sugars, especially juices, etc. |
|
|
For Belgian style bottle conditioned beers, at what temperature should they be maintained, for how long, and why? |
These typically benefit from Ale Yeast bottle conditioning. This is best achieved at 78˚F and therefore should be kept in a warm room. Usually proper conditioning can be attained in 2 weeks. Many strong beers may need an addition of new started yeast. Corn sugar tends to impart a nominal amount of flavor. Further stabilization at 60˚F for one week will finish the conditioning of the beer. |
|
|
Do you need to bottle condition with the same strain of yeast as primary fermentation? |
No, it is common to even use some wine strains, including Champagne strains. |
|
|
Why is new yeast often required for bottle conditioning? |
The yeast is in a depleted state and is in a low pH environment, stressed by its own ethanol in solution, and will be further stressed by the pressure building in the bottle. |
|
|
How does carbonation affect the sensory perception of beer? |
Carbonic Acid is made when CO2 dissolves in water (hydration reaction), this is perceived by the tongue as tart, or crisp. CO2 can also lower the pH of the beer. The tingle or burn of CO2 in the mouth, through chemesthesis sensing (pain). Size of the bubble affects the texture on the beer (aggressive, harsh, smooth, creamy, silky, etc.) |
|
|
Why does the head of a N2 beer last longer than in CO2 beer? |
Nitrogen is less soluble, which means it moves through bubbles in the head more slowly. This causes a slower decay, as the gas moves from smaller bubbles to lower bubbles that have less external pressure exerted on them. |
|
|
What are the three factors that affect the amount of priming sugar used? |
-The carbonation level desired in the finished beer -the CO2 content of the beer at bottling -the amount of fermentable sugar still remaining in the base beer |
|
|
What is the range of yeast cell/ml concentration used for conditioning? What is the average? |
200,000 cells/ml to 2 million cells/ml, Average 1 million cells/ml |
|
|
How does one bottle condition under the Reinheitsgebot? |
You would have to use some wort or Speise to prime the beer. This would most likely be seen in hefeweizens, but probably not common from big breweries, even if bottled with the yeast. |
|
|
What is a more modern method of bottle conditioning? What are some advantages? Disadvantages? |
Force carbonating the beer, adding new yeast and priming sugar, creating a truncated fermentation.
+: shorter refermentation times the ability to add less yeast in the bottle lower oxygen pickup on the bottling line safety net should the refermentation not finish properly -: Less complexity and flavor development |
|
|
Why are nitrogen tanks not very practical? |
N2 stays gas a normal temperatures and pressures, which CO2 is liquified. This means a practical amount of N2 in a tanks would take up far more space than in a CO2 tank. |
|
|
Why is cask ale served with a beer pump more like nitrogenated beers? |
Air is 78% Nitrogen, and the beer is relatively low in carbonation. |
|
|
What is Cap-On-Foam? |
The action of capping or canning directly on the foam of the beer. This helps to prevent O2 entering into the package, maintaining a fresher beer for longer. |
|
|
What can O2 do to beer in can/bottle/keg? |
Can cause the creation of Aldehydes (trans-2-nonenal, acetaldehyde) through the oxidation of certain amino acids, etc. in the beer. Most common result is a papery aroma/flavor to the beer. |
|
|
Methods of pasteurization. |
In can/bottle - Heated to 140˚F for 2-3 minutes in a hot spray of water. Tunnel Pasteurization. Kegs - Often not pasteurized, though many imports may be. Flash pasteurization - Usually done before packaging. Held at less time at higher temperature. Usually done in tanks but can be one through plate exchangers. 160˚F for around 15-30 seconds depending on style. Flash Pasteurization doesn't do anything against bacteria that can be picked up from the packaging process. Must maintain sanitaation. |
|
|
What is a PU |
Pasteurization Unit The lethal effect of holding a liquid at 140˚F for one minute. 30 PUs is holding at 140˚F for 30 minutes. |
|
|
Effects of Pasteurization on Flavor? |
- Small reduction in hop intensity. - Acceleration of Oxidation in package - Reduction or elimination of off-flavors due to contamination - increase in DMS due to forced oxidation from excessive pasteurization. - Some loss of fruity ester aromas - Increase of volatile compounds during heating process. - Some degradation of proteins. |
|
|
What is Acidulated Malt? |
This is malt that contains a small percentage of lactic acid in order to help balance the pH of a wort, as well as to contribute a touch of final acidity to a style. Can be used to highlight the citrus in IPAs, or to add balance to low hop stouts, and even add some refreshing qualities. |
|
|
What are some important factors for a successful high-gravity brew? |
Lower Mash Temps (142˚F) to favor the production of more simple sugars. Higher pitching rates (5-6x) Using yeast that just finished fermenting a milder ale, less stressed, very happy. Lower Fermentation temps to lower fruity ester production after the first or second day when ester production is at its highest. (Ex. Pitch at 66˚, reduce by 2˚ after 36 hours). |
|
|
How does high alcohol help showcase high hop levels? |
Firstly, it dissolves more hop alpha acids and aromatic oils into alcohol (easier than in water), also the alcohol helps to release the hop aromas on the palate and therefore in the retronasal passage. More alcohol makes it more pungent. |
|
|
How does a higher malt level help an intensely hopped beer? |
It gives a sweet balance to the intense hop bitterness. If highly attenuated it allows for higher alcohol and therefore better extraction. |
|
|
Why are Double and Triple IPAs often released as a seasonal offering? |
They often attempt to exhibit lots of hop aroma, and as this is a very fresh and delicate character, it is not something that will age well. Fresh is better. |