![]()
![]()
![]()
Use LEFT and RIGHT arrow keys to navigate between flashcards;
Use UP and DOWN arrow keys to flip the card;
H to show hint;
A reads text to speech;
19 Cards in this Set
- Front
- Back
|
Define Welding |
The science of joining two members together in such a way that they become one integral unit |
|
|
Describe Fusion Welding |
Includes Electric arc & Gas Uses heat to melt the edges of the material and join them transversly. |
|
|
Describe the process of manual electric arc welding |
An electrode is connected to an AC or DC power source via a cable as is the item to be welded to nearly complete the loop. The electrode is tapped to the metal to complete the loop and a current of energy flows through it. The electrode is drawn away from the metal but the electric circle remains, jumping from the electrode to the metal in an arc (6500°C). Two plate edges are melted together at this temperature. If a consumable electrode is used it might contain Flux. |
|
|
Explain the purpose of Flux during welding operations |
It forms a protective gas shield over the weld to keep oxygen, and nitrogen from reaching it while it is vulnerable and causing damage. It combines with the molten metal and acts as an arc stabilizer eventually forming protective Slag. |
|
|
Briefly describe the Tungsten Inert Gas (TIG) automatic arc welding process |
Used on 6mm or smaller metals/ aluminium
A Non consumable water cooled tungsten electrode ignites an arc over a gap through a high frequency discharge. The weld is protected with an inert gas sheild (argon) no Flux needed, filler may or may not be added. |
|
|
Briefly describe the Metal Inert Gas (MIG) automatic arc welding process |
Uses a consumable wire with a Flux core or feed for shielding gas (argon/CO2) to protect the weld |
|
|
Briefly describe the electro-slag welding process |
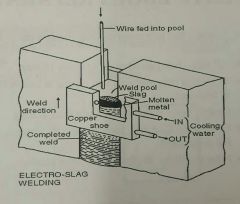
Used for stern frames/ heavy casting components, no gas shield
A wire is supplied power, it strikes the start plate and creates an arc that melts a pool of metal that is held by the water cooled copper shoe between the plates. Once the arc has created a molten pool it's use is discontinued and heat is generated by current resistance through the Slag. The electrode is drawn up, Flux is fed in manually, the copper shoe holds everything in place long enough to fuse and cool. The weld should be continuous. Run-on and Run-off plates are used to start/ stop weld.
|
|
|
Describe and illustrate a button, lap & fillet weld join |
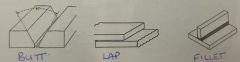
Butt - joining two plate on the same plane Lap - joining two overlaid plates Fillet - joining two plates that are perpendicular to each over |
|
|
Describe the various preparations of a plate edge for welding |
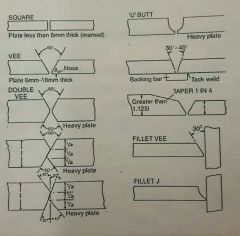
Square - 10mm or smaller Vee - 10mm or larger 'U' butt - heavy plating Double Vee - thick plating Fillet Vee - requiring special strength and allowing full penetration Fillet J - like Vee but for heavy plating |
|
|
Explain what is meant by a full-penetration fillet weld |
A weld that has penetrate the full thickness of both base materials together fully and is designed to transmit the full strength of the section. Full penetration fillet - The vertical leg is veed to allow weld metal to penetrate right through. They're used for certain connections where special strength is required |
|
|
Explain what is meant by single pass run |
Single pass - common with automatic welding, weld created with a single pass over the area |
|
|
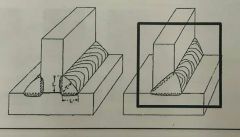
Describe & illustrate weld faults |
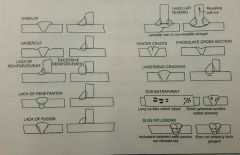
Lack of fusion- weld runs not adhearing to each other No inter-run penetration- gaps between runs of weld Lack of reinforcement- insufficient build up of the weld Lack of root penetration- weld not reaching the root area Slag inclusion- improper removal between runs resulting in reduced thickness of weld Porosity- small groups or air/gas bubbles trapped in weld that rise and create pipes Blowholes- large air/gas cavities Overlap- excessive weld over adjacent surfaces Undercut- edge of plate burnt away due to excessive current Crack- due to unequal cooling |
|
|
Explain how welding can give rise to distortion |
Caused by the highly localized heating of joint edges to fuse materials. As it cools it contracts and causes tensile stresses. Structural deflection occurs when the plates restrain the weld from contracting fully. Deformation is hard to predict due to lack of restraint knowledge. If the deformation stress exceeds the yield point plastic deformation occurs. |
|
|
Describe measures which are taken to minimize distortion due to welding |
Reduce restraint Use backstep/ wander welds Consistent spacing As few passes as possible Intermittent welding when possible Reduce excessive weld in joint Correct sequence Place/balance weld near neutral axis Anticipate shrinkage Minimize weld time Distribute weld heat Weld Butts first, and adjacent seams second working out transversely and longitudinally, followed by frames and support material |
|
|
Briefly describe CS nondestructive weld testing methods |
Visual inspection Dye/ liquid penetration Magnetic particle Radiographic Ultrasonic |
|
|
Describe the gas cutting of metals |
Oxygen/ acetylene most common Achieved by chemical/ thermal reaction that blows a stream of oxygen in the area |
|
|
Explain what is meant by Multi-pass run |
Common with manual arc and thicker plate automatic welding. Single layer welded, Slag removed, additional layer welded, repeated until joint completely built up |
|
|
Explain what is meant by b what is meant by b what is meant by back run |
Use when there is no backing bar, run of weld on opposite side of main run. |
|
|
6 forms of distortion |
1. Longitudinal shrinkage 2. Transverse shrinkage 3. Angular distortion 4. Bowing & dishing 5. Buckling 6. Twisting |