![]()
![]()
![]()
Use LEFT and RIGHT arrow keys to navigate between flashcards;
Use UP and DOWN arrow keys to flip the card;
H to show hint;
A reads text to speech;
22 Cards in this Set
- Front
- Back
|
thermoplastic / thermoset |
Thermoplastics: molecular structure remains unchanged during heating and shaping Thermosets: undergo a curing process during heating and shaping that cause a permanent change in molecular structure (cross-linking). Once cured, thermosets cannot be remelted |
|
|
crystalline / amorphous
|
crystalline: chains pack closely together resulting in an opaque or translucent plastic such as a milk jug (crystalline = not clear plastic) Amorphous: chains are twister and won't pack closely => lets light through. clear plastics such as acrylic or polycarbonate many are composed of both types |
|
|
melt index of a polymer (units)
|
One of the most important properties of a plastic from a processing perspective. extrusion grades 1-5 Mi injection grades much higher 10-120 MI Melt index is measure in grams per 10 minutes under specified temperature and pressure |
|
|
wood plastic composite |
plastic lumber is extruded or casted and used woof flour additive
|
|
|
primary vs secondary plastics processes
|
primary processes are used to manufacture products from pellets, powders, or molding compounds (ie. extrusion, compression/injection molding) secondary processes manufacture products using pre-formed products (sheet, film, rods, etc.) (ie. thermoforming, printing, fabricating, etc.) |
|
|
plasticating feedscrew: zones, L/D, compression ratio
|
used in both extruders and injection molders as the principle of melting and pumping is the same. Feed section- feedstock is moved from hopper and preheated. Compression section- polymer is transformed into fluid and compressed. Metering section- melt is homogenized and sufficient pressure developed to pump it through die opening (5 ksi). Compression Ratio is a ratio of volume of flight in feed section divided by the volume in the metering section |
|
|
die swell
|
Extruder polymer 'remembers' its previous shape when in the larger cross section of the extruder, and tries to return to after leaving the die orifice
|
|
|
spider die
|
a spider holds in place the mandrel which is used to form hollow profiles
|
|
|
'mil' in imperial measure
|
film thickness is commonly specified in mils = 0.001 inches (hair is 4 times as thick as a plastic bag)
|
|
|
coat hanger die
|
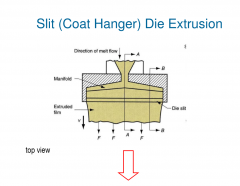
slit die extrusion
|
|
|
coextrusion
|
a combination extrusion of different materials to accomplish different objectives and requirements
|
|
|
CYMK cyan, yellow, magenta, black
|
printing photo quality impression on films with dots- Process print
|
|
|
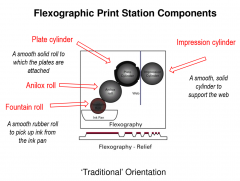
flexography print station components |
|
|
|
VOC volatile organic compound |
when alcohol is used as a solvent for the ink, it is very harmful to the environment. Use UV inks instead
|
|
|
family mold
|
different parts for the same assembly in injection molding
|
|
|
overmolding
|
Overmolding is an injection molding process that offers improvements in product resilience and appearance. A pre-mold is inset molded out of one material and then =transferred to a second mold. The second material is then molder the first to create the final molded part. -Reducing vibration during product use -Improving comfort and grip -Insulation of electrical components -Making parts water resistant -Absorbing sound -Enhancing the appearance and improving the performance of a product |
|
|
sprue, runner, gate, part (gating system)
|
no sprue and runner system in a compression mold
|
|
|
blow molding preform
|
a molding process in which air pressure is used to inflate soft plastic into a mold cavity. Important for making one piece hollow plastic parts like water bottles and is typically organized for very high quantities.
|
|
|
parison/ parison programing
|
the blow molding process consists of fabricating a starting tube called a parison. Next the parison is inflated to the desired final shape.
|
|
|
flow coating
|
Flowcoating is an automated method of applying industrial liquid coatings.Flowcoating results in a scratch-resistant, long-lasting finish, with higher gloss and distinctness of image than with conventional spray techniques. Advantages of flowcoating over other coating methods include: •Transfer efficiency •Quality •Throughput •Cost Flowcoating is suited to large or oddly shaped parts that are difficult or impossible to dip coat. The advantages and limitations of the dipping process generally also apply to flowcoating. |
|
|
draft angle
|
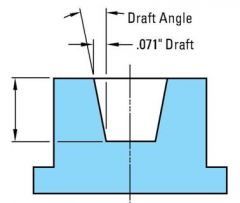
the angle of the draft
|
|
|
resin
|
a plastic raw material in the form of pellets or powder. Primary component of masterbach for colouring in injection molding
|