Reading...
![]()
Play button
![]()
Play button
![]()
Use LEFT and RIGHT arrow keys to navigate between flashcards;
Use UP and DOWN arrow keys to flip the card;
H to show hint;
A reads text to speech;
65 Cards in this Set
- Front
- Back
|
Pratt & Whitney
|
interchangeable parts
|
|
|
One Best Way
|
Taylor's theory claimed any large organization could be broken down into functional divisions, each division into departments, and each department into functions which could then be more easily analyzed and optimized for some valued metric, such as labor cost.
Sort of a 'blinders on' approach for each function to focus on self needs. Usually, this exchange requires some excess of time, space, and material in a "buffer zone" between the two functions. |
|
|
Taylor's Rules
|
-Reductionism: The decomposition of systems into component parts or elements, which are dealt with in isolation without regard to upstream or
downstream processes. - Optimization of Components: It is believed that optimizing each individual element of the system will lead to optimization of the system as a whole. - One Best Way: There is only one best way of doing something, and that way is determined thru analysis by educated "outsiders" to the process. - Mechanistic Model of People: Technology is addressed in a vacuum, without regard for people. The assumption is people are only motivated by financial reward and are therefore nothing more than complex machines to follow rigorously the "best way" process. - Hierarchical Centralized Style: Everyone is an employee and employees do what they are told. Employees are not expected to question decisions or contribute their experience to the decision-making process. Decisions should be taken centrally by an elite few, the rest are |
|
|
Lean Manufacturing
|
An operation that strives to achieve the highest possible productivity and total quality, cost effectively, by eliminating unnecessary steps in the production process and continually striving for improvement.
|
|
|
Factors impacting shipbuilding
|
-Portability of the product - able to pick it up anywhere in the world
-Use in world trade - product travels all over the world -Flags of convenience -Foreign labor costs/conditions -World trade growth -National goals (policies) -Relatively low labor skills required for both shipbuilding and ship operation -Labor intensive with easily transferred shipbuilding skills and contribution to balance of payments makes it an attractive industry for developing countries -Relatively low investment cost. |
|
|
Who are the largest ship builders?
|
Largest shipbuilding country in the world is South Korea at approximately 37% of the market share. Second is China at 33% (up from 9% only about 5 years ago)
Japan has dropped from a leading position down to only 17% currently U.S. shipbuilding struggles to improve at an annual rate of 2 ½% |
|
|
What does the U.S. produce in terms of ships?
|
U.S. commercial shipbuilding output not even on the map. U.S. shipbuilding productivity is primarily military and Jones Act
Aker Philadelphia only commercial shipbuilding |
|
|
Large US Shipyards
|
Ingalls Shipbuilding - Pascagoula
Avondale Shipyard - New Orleans (closing) Newport News Shipbuilding Electric Boat - New London, Connecticut Bath Iron Works - Bath, Maine NASSCO - San Diego, California |
|
|
Jones Act
|
It stated that foreign owned or crewed ships could not participate in waterborne trade between two U.S. ports
Cargo transported from one U.S. Port to another must be shipped in ships built in U.S., owned by U.S. citizens. and crewed by U.S. citizens This means that all ships involved in waterborne trade between two U.S. Ports MUST be constructed in U.S. shipyards. This has caused U.S. shipowners to delay building new ships. Because of this the U.S. domestic fleet is the oldest in the world. |
|
|
European Ship Building Overview
|
-The shipyards are a few private shipyards that are still trying to compete in commercial shipbuilding.
-Their productivity is equal to Japan and Korea. -They have all been "modernized" but three of them were the reconstructed East German Shipbuilders and are the most modern. -European yards are extremely automated |
|
|
Asian Ship Building Overview
|
-Japan became the world shipbuilding leader in
1960s. Taking about 30 years to accomplish it. -Japanese shipyards, as a block, are more automated than Korean yards. -Korea became the world shipbuilding leader in 1999. taking about 20 years to accomplish it. -Korean shipyards are not highly automated but are currently introducing robotics. Still using two sided welding on panel line. |
|
|
Comparison Between Japanese and Korean
|
-Both are very vertically integrated
-Korean ship yards much bigger than Japanese |
|
|
Vertically integrated
|
firms that own plants that perform different functions in the various stages of the production process.
|
|
|
Chinese Shipyards
|
-Chinese shipyards are a mixture of old and new.
-Chinese shipbuilding quality is improving but big problem is their schedule performance. Continually missing delivery dates. |
|
What is it and when is it used?
|
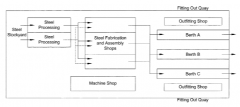
“straight-line flow”
- restricted water frontage |
|
What is it and when is it used?
|
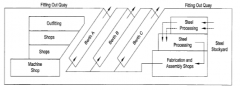
“turning flow”
- restricted depth |
|

|
T-Layout
|
|

|
U-Layout
-has some buffer space |
|

|
Compact Shipyard
All shops connected with minimum buffer space |
|
|
Mass Production vs. Craft production
|
Want to be more mass production than craft production
Move work from berth to shop |
|
|
What happen's when you have giant shipyards
|
Expansive layout with great spaces between shops and berth
Extensive transport required |
|
|
Ship Yard Layout 1
|

|
|
|
Shipyard Layout 2
|
|
|
|
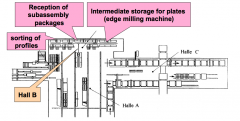
Shipyard Layout 3
|
|
|
|
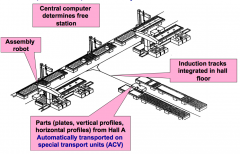
Shipyard Layout Subassembly
|
|
|
|
Shipyard layout 4
|

|
|
|
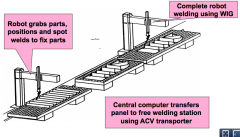
Assembly line for curved sections
|

|
|
|
Time to develop a ship and amount produced
|
Ships are developed in short time and built in small numbers
-Time pressure -Many parties involved -Always new |
|
|
Complexity and time to market
|
High Complexity and the time to market varies depending on type of ship, cargo is short while navy is long
-High time pressure -Many parties involved at same time -Complex information -Frequent changes |
|
|
Assembly
|
|
|
|
Exact manufacturing
|
Idea: Avoid final cutting to measure or large gaps Large section follow design dimensions within welding gap tolerance (error propagation!)
Sources of inaccuracies: • Inaccuracies in delivered material profiles critical; milling or own manufacturing • Inaccuracies in cutting advanced techniques, advanced control • Inaccuracies in assembly inaccurate marking, referencing important • Shrinking and deflection due to welding adding dimension to compensate shrinking |
|

|
Traditional Way
Batch Building Less waste and Less pieces of equipment, but requires more storage and more sorting and more movements |
|

|
IDEAL OF ONE PIECE FLOW
New Way, better Less movements, more waste, need more specialized equipment |
|
|
WHAT IS ‘WORLD CLASS’?
|
• High Standards of Business performance
• Profitably meeting customers needs • Continuously improving • Design and build in quality from start • Seamless organizations that matches customer needs or business needs. Flat is recognized as better. • Recognize that employee involvement and commitment are key to success |
|
|
WORLD CLASS SHIPBUILDING PRACTICES
|
• Modern shipbuilding practices are not new, they have been around for 20 + years.
• The key today is to integrate and implement them in a way that improves productivity and delivery time. • Most world class shipbuilders use the Block Construction, Zone Outfitting approach. • Successful world class shipbuilders have developed the approach into a stabilized flow of information, material and people. |
|
|
Single type of ship or a mixed type
|
Most shipyards build different types of ships simultaneously.
|
|
|
What does the mobility of the pruduct provide?
|
Their production systems can be permanent and therefore incorporate specialized production and material handling systems and tools of suitable scale.
• This in turn allows a high degree of pre-assembly and modularization of structure and outfit systems prior to final product assembly. • This work can be done within specialized work centers with correct and convenient tools and good work access and position. • A high degree of pre-assembly is reflected in a deep product structure. |
|
|
Product Structure
|
A product structure is a representation of how purchased material/components and manufactured intermediate products come together to form the final product.
|
|
|
intermediate product (IP)
|
An intermediate product (IP) is any constituent physical or informational piece of a final product that objectifies or results from a discrete set of design, planning, production, or testing work.
|
|
|
A-shaped Product Structure
|
An A-shaped product structure reflects many levels or stages of pre-assembly and modularization pre-assembly and modularization.
Ship construction |
|
|
A flat product structure
|
A flat product structure is common for construction or “stick building” with limited pre-assembly and modularization.
|
|
|
Capital Intensity
|
A measure of the relative use of capital, compared to other factors such as labor, in a production process. Often measured by the ratio of capital to labor, or by the share of capital in factor payments.
|
|
|
Capital
|
1. The plant and equipment used in production.
2. One of the main primary factors, the availability of which contributes to the productivity of labor, comparative advantage, and the pattern of international trade. 3. A stock of financial assets |
|
|
Value Added
|
can be translated as the "Economic Productivity" of an enterprise. Measured as the net sales less purchased goods and services needed to produce the net sales and monitored over time, this indicator provides an early warning of changes in profitability.
|
|
|
If most ships are custom or semi-custom products or part of a short series, how can a level of capital intensity greater than that applied in commercial building construction be economically justified for shipyards?
|
-The Mobility and scale provides motivation to create a perment structure with tools
-In most shipyards the degree of similarity between products even of different types is at least moderate. -The degree of intermediate product (IP) similarity, both within and between products is quite high even if the IPs are not identical. -obtaining economies of scale |
|
|
Group Technology
|
recognize that any similarity between intermediate products can potentially be exploited
|
|
|
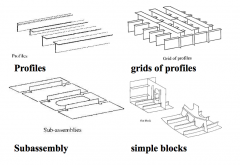
Structural Parts
|
• large parallel parts from plate
• large non-parallel parts from plate • internal parts from plate • parts from structural shapes/profiles (T’s, I’s, etc.) • built-up parts from plates • built-up parts from shapes/profiles |
|
|
Blocks
|
made up of parts, subassemblies, and sub-blocks.
• flat (open, closed, sandwich) • Curved (open, closed) • special flat • special curved • superstructure |
|
|
Outfitting Parts/Components
|
• pipe spools
• HVAC ducting spools • electrical panels • valves • pumps • lighting fixtures • shafts |
|
|
Outfit assemblies
|
• large and small machinery assemblies/units
• large and small pipe assemblies/units • large and small electrical assemblies/units • special (hatch cover & coaming assemblies, outfitted masts, etc.) |
|
|
Outfitted Blocks
|
• Blocks that have had outfit parts and/or assemblies installed during or after block assembly, but prior to block erection.
• Usually a “hot” on-block outfitting stage when structural outfitting items requiring welding (foundations, pipe hangers, etc.) are installed prior to painting, and then a “cold” on-block outfitting stage after painting when machinery and more sensitive equipment is installed. |
|
|
Outfit Zones
|
• Spaces onboard the ship in which outfitting work is carried out after block and outfit unit erection and prior to final ship system testing.
• Outfit zones are often classified/grouped by the predominant work type in the zone to match skills of specialized work crews that move from zone to zone: – deck exterior, hull exterior, cargo, accommodations, machinery, pipe, tank, electrical, etc. |
|
|
Flexible Automation
|
a highly automated production system that can quickly and automatically reconfigure itself to adapt to variability in intermediate product attributes.
|
|
|
Motivation
|
Manufacturers all want to do "mass custimization," giving each customer exactly what they want without product-specific set-ups disrupting production flow and decreasing overall throughput and productivity.
|
|
|
What is the problem with today’s production technology, higher levels of automation
|
lower levels of flexibility
Humans are still much more intelligent, adaptable, and flexible than machines |
|
|
Why can work onboard a ship/offshore structure/yacht be very inefficient?
|
• Difficult and time consuming access to work spaces or zones for people, tools, and material;
• Because of limited access and space, tools often have to be of a scale smaller than what is ideal for the job; • Need to install, maintain, and remove temporary support services like electricity, high pressure air, ventilation, lighting, water, scaffolding, chain falls, etc.; • Work space can be restricted enough to make the necessary human movement difficult; • Poor work position; • Interference with other concurrent work in spaces/zones. |
|
|
What about very unique “one-off” products
built one or a few at a time? |
– If a shipyard has extremely high variability
between products, and only one or a few products are built at a time, there may not be enough volume of similar IPs of any type per unit time to justify the expense of establishing specialized process lanes. – Somewhat common for large offshore products. – In such circumstances a traditional “construction” approach can sometimes be justified. |
|
|
Important factors that encourage best practice are:
|
• The development of a Shipbuilding Policy and use of Build Strategies
• Technical documentation format suitable for direct use by Production • Use of work stations and work station documentation and planning • Highly trained workers • Decision making/planning delegated to appropriate level • Early involvement of Production in the design process • Concurrent development of product and process design |
|
|
Block Limitations
|
The size of the block built is limited by the size of crane
|
|
|
The benefits of Zone Outfitting are:
|
• Reduced Work Package size and scope, by focusing
on Zones rather that the ship or large portions of it. • This results in a level that an individual is more capable of understanding and managing. • Forcing all departments to pay attention to the planning and interfaces in which they are involved. • Forcing Production to take an active role early in the product development. • Promoting the use of multi-skilled teams. • Engineering provides technical documentation that supports Zone Outfitting. |
|
|
ADVANCED OUTFITTING
|
It is the fitting to ship structure, before and after it is
erected on the building berth,of outfit items at a significantly earlier time in the building sequence than is traditional. • The organization of information and materials to a plan that applies labor and facilities to integrate ship’s structure and outfit materials at the earliest and most cost effective stage of the construction process. |
|
|
Goals and Benifits of advanced outfiting
|
GOALS
• Minimize on board outfitting • Reduce outfitting time thus total building time • Simplify outfit planning • Avoid interference between trades • Improve material handling • Improved use of cranes • Improved quality, productivity and worker safety BENEFITS • Reduced/eliminated overhead work • Improved access, (workers and material) ventilation and lighting • Reduced/eliminated scaffolding • Reduced/eliminated on board services • Improved tool/equipment availability |
|
|
The major and obvious differences between naval and
commercial ships is: |
- Navy more conservative,
- Naval ship damage stability more complex, - Need for low noise on naval ships, - Shock requirements for naval ships, and - Use of lightweight materials |
|
|
From the shipbuilders perspective naval ships:
|
• Are more dense with equipment and outfit throughout the whole ship than a typical commercial ship which
typically has E and O concentrated in the Engine Room and Deckhouse • Take longer to design (up to 10 times) • Take longer to build (up to 5 times) • Take longer to test and trial • Require different shipbuilding skill mixes • Incur much more overhead because of need to match government administration and contract personnel with shipyard personnel |
|
|
Batch and Queue
|
Producing more than one piece of an item and then moving those items forward to the next operation before they are all actually needed there. Thus these items need to wait in a queue.
|