![]()
![]()
![]()
Use LEFT and RIGHT arrow keys to navigate between flashcards;
Use UP and DOWN arrow keys to flip the card;
H to show hint;
A reads text to speech;
64 Cards in this Set
- Front
- Back
|
Vacuum thermoforming |
Pressure differential to suck heated sheet onto mold Inexpensive High production rates |
|
|
Thermoforming process parameters |
Sheet temperature Heating time Polymer type and thickness Mold shape Vacuum port locations |
|
|
Strain in vacuum forming |
Circles in material deform into ellipses to stretch |
|
|
Thermoforming strain |
Principal stress is in the direction of the ellipsoid axes |
|
|
|
|
|
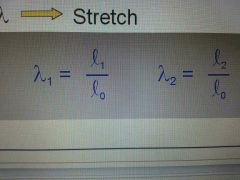
Principal strain in vacuum forming |
Bigger radius is l1 |
|
|
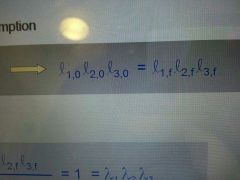
Incompressibility |
Vnaught = Vf Material does not compress to increase density and decrease volume |
|
|
Incompressibility assumption equation |
|
|
|
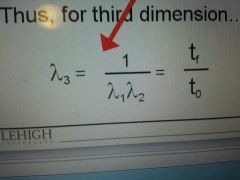
Converting to sphere from circle in thermoforming |
|
|
|
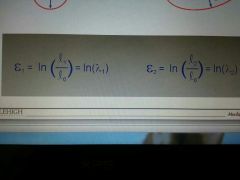
Total strain on each circle |
0. Strain1+strain2+strain3=0 |
|
|
Metal joining methods |
Brazing Soldering Solid-state welding Fusion welding |
|
|
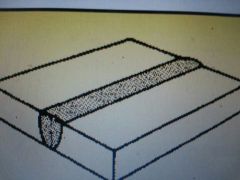
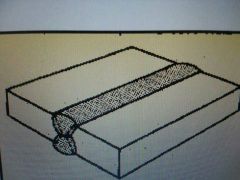
Single square groove weld |
|
|
|
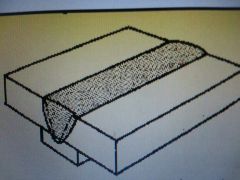
Single v-groove weld with backing |
|
|
|
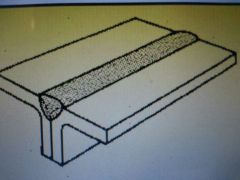
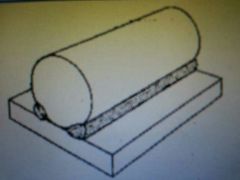
Single flare v-groove weld |
|
|
|
Double v-groove weld |
|
|
|
Double flare bevel groove well |
|
|
|
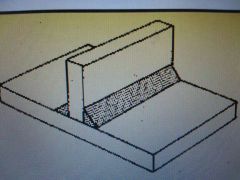
Double fillet well |
|
|
|
Consumable electrode |
SMAW - shielded metal are welding GMAW - gas metal arc welding SAW- submerged arc welding |
|
|
Non consumable electrode |
GTAW - gas tungsten are welding PAW -plasma arc welding |
|
|
High energy beam |
Electron beam welding Laser beam welding |
|
|
Shielded metal arc welding |
Consumable electrode Flux coated rod Flux produces protective gad around weld pool Slag keeps oxygen off weld bead during cooling |
|
|
Uses for SMAW |
General purpose 1/8 inch to 3/4 inch Portable |
|
|
SMAW Straight polarity |
DC. Weld material is positive. Deeper weld penetration Heat to workpiece |
|
|
SMAW Reverse polarity |
Material is negative (DC) shallow penetration for thin metal Heat to electrode |
|
|
SMAW AC Polarity |
Gives pulsing arc. Used for welding very thick sections |
|
|
MIG welding (GMAW) |
Reverse polarity, hottest arc AC, unstable arc |
|
|
MIG |
Metal inert gas |
|
|
MIG benefits |
Double productivity of SMAW Easily automated Shielding provided by gas Similar process - Flux core |
|
|
SAW benefits |
Shielding provided by Flux granules Low UV radiation and fumes Flux acts as there's insulator Automated process (limited to flats) Thick plates Bigj speed and quality |
|
|
TIG welding |
Gas tungsten arc welding Tungsten inert gas |
|
|
TIG shield gas |
Argon |
|
|
TIG uses |
This sections of aluminum, magnesium, titanium |
|
|
TIG quality |
Most expensive, highest quality |
|
|
Laser welding |
CO2 or YAG laser High penetration, high speed Concentrated heat =low distortion Shaped and focused, pulsed on and off Automated and high speed Up to 1" thick |
|
|
Solid state welding processes |
Friction, diffusion, ultrasonic, and resistance welding |
|
|
Friction welding |
One part rotates, one stationary Friction converts kinetic energy to thermal energy Metal at interface melts and is looked When sufficiently stopped, rotation stops and axial force increases |
|
|
Resistance welding |
Force applied by pneumatic cylinder Often fully or partially automated Spot, seam, projection welding |
|
|
Diffusion welding |
Push together |
|
|
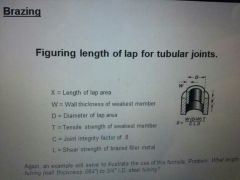
Soldering and brazing |
Filler metal melted Lower temperatures than welding Filler metal distributed by capillary action Metallurgical bond formed between filler and base metals Joint is stronger than filler metal, weaker than base metal Gap at joint is important Dissimilar metals Heat during service can weaken joint Thinner sections |
|
|
Solder |
Alloys of tin (silver, bismuth, lead) Melt below 840 Fahrenheit Flux to clean joint and prevent oxidizing |
|
|
Tinning |
Pre coating with thin layer of solder |
|
|
Brazing |
Melt point above 840 (aluminum, copper) Flux used Types: torch, furnace, resistance |
|
|
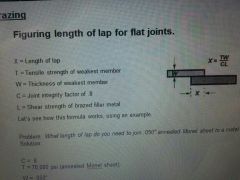
Length of lap for flat joints |
|
|
|
Length of lap for tubular joints |
|
|
|
Metal deformation |
Impact or gradual pressure Ambient or elevated temperatures |
|
|
Deformation die configurations |
Open die Impression die flashless die |
|
|
Benefits of metal deformation |
Stronger parts (preferred grain orientation) Near net shape Parts can be produced at reasonably high rate Little material wasted |
|
|
Upset forging (open die forging) |
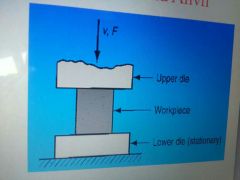
Incremental forging Dies typically flat Friction plays important role Simple shapes, often processed later with other methods |
|
|
Barreling |
Without friction, part gets shorter and wider. Since there's friction at the bottom, it gets wider in middle and stays narrower at base. Looks like circle |
|
|
Closed die-impression die forging |
Dies with inverse shape of part used Flash created helps control back pressure in cavity Draft able needed to get part out of mold More complex geometry |
|
|
Closed die-flashless forging |
Completely constrained in die No flash Volume of metal closely controlled Nest for simple, symmetric geometries |
|
|
Inspection of forgings |
Xray Ultrasonic No defect free. Concerned with defect size and quantity |
|
|
Extrusion |
Push material through a die |
|
|
Drawing |
Pull material through a die |
|
|
Key aspects of extruding or drawing |
Tight tolerances Limited waste Mostly aluminum Hot or cold Properties enhanced Complex cross sections |
|
|
Design practices |
No sharp corners Unbalanced voids Sufficient wall thickness |
|
|
Direct extrusion |
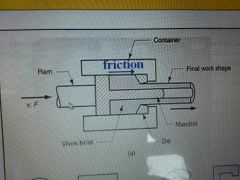
Ram located opposite die opening Friction increase ram force Hallow or solid sections |
|
|
Indirect extrusion |

Die mounted to ram Bullet does not move (less friction) Lower ram force required Solid or hollow sections |
|
|
Cold extrusion |
Ambient temperature Discrete parts Increased strength More ductile Improved surface finish Lower carbon steels, stainless steals |
|
|
Hot extrusion |
Lower ram force More complex sections Lubrication critical Steel, aluminum, copper, magnesium, zinc and alloys |
|
|
Defects in extrusion |

Center burst Strong tensile stresses make voids Surface cracking Piping |
|
|
Bar drawing |
Large diameter stock Stock on form of straight bar Single draft operation |
|
|
Wire drawing |
Small diameter stock Stock on form of coil Multiple draft operation (4-12 different dies) |
|
|
Drawing |
Usually performed cold Sections typically found Close dimensional control Good surface finish Good for mass production |