Reading...
![]()
Play button
![]()
Play button
![]()
Use LEFT and RIGHT arrow keys to navigate between flashcards;
Use UP and DOWN arrow keys to flip the card;
H to show hint;
A reads text to speech;
53 Cards in this Set
- Front
- Back
|
Nenne allg. Umformverfahren
|
Druckumformen - z.B. Walzen, Gesenkformen, Eindrücken
Zug-Druck-Umformen - z.B. Durchziehen, Tiefziehen, Kragenziehen Zugumformen - z.B. Längen, Weiten Tiefen Biegeumformen - z.B. Biegen mit geradliniger Werkzeugbeweg. Biegen mit drehender Werkzeugbeweg Schubumformen - z.B. Verschieben, Verdrehen |
|
|
Kaltumformen - Definition?
|
Kaltumformung = Werkstoff (Metall) unterhalb der Rekristallisationsemperatur umformen.
|
|
|
Warmumformen - Definition?
|
Warmverformung = Umformtemperatur oberhalb der Rekristallisationstemperatur. Rekristallisationsgeschwindigkeit muss immer grösser als die Umformgeschwindigkeit sein.
|
|
|
Nenne die Kenngrößen der Formänderung
|

|
|
|
was ist die Fließkurve?
|
Die Fließkurve stellt den Zusammenhang zwischen Fließspannung und Umformgrad dar.
|
|
|
was ist Spannungs-Dehnungs-Diagramm?
|
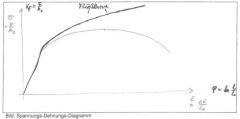
grafische Darstellung des Zusammenhangs zwischen Spannung und Dehnung
|
|
|
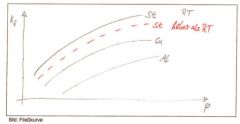
Erläutere Einfluss der Umformtemperatur und Geschwindigkeit auf den Verlauf der Fließkurve?
|
Umformtemperatur klein -> Fließspannung groß
Umformtemperatur groß -> Fließspannung klein Umformgeschwindigkeit groß -> Fließspannung groß Umformgeschwindigkeit klein -> Fließspannung klein |
|
|
Definition Walzen?
|
Walzen ist stetiges oder schrittweises Druckformen mit mehreren sich drehenden Werkzeugen (Walzen) ohne oder mit Zusatzwerkzeugen.
|
|
|
Einteilung der Walzverfahren?
|
Längswalzen: Flachlängswalzen, Profillängswalzen
Querwalzen: Flachquerwalzen, Profilquerwalzen Schrägwalzen: Flachschrägwalzen, Profilschrägwalzen |
|
|
Vorteile gewalzter Gewinde?
|
- Hohe Genauigkeit bei hoher Ausbringung
- pressglatte Oberflächen - Erhöhung der Werkstoffestigkeit in den Gewindeflanken - Erhöhung der Wechselfestigkeit - Verminderung der Kerbempfindlichkeit - Werkstoffersparnis |
|
|
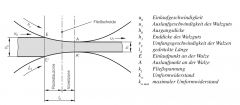
Skizziere Verhältnisse im Walzspalt
|
|
|
|
Schematische Darstellung einiger Bauarten von Walzgerüsten
|

|
|
|
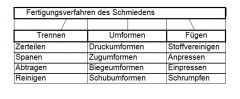
Nenne Verfahrenshauptgruppen des Schmiedens?
|
|
|
|
Beschreibe Arbeitsablauf beim Schmieden
|
1)Trennen-> Sägen, Trennschleifen, Spalten, Brechen
2)Wärmen 3)Zwischenformung 4)Endformung- 5)weitere Bearbeitung: Abgraten, Wärmebehandeln, Kalibrieren Richten, Biegen, Lochen usw. |
|
|
Nenne die Vorteile von Warmumformen
|
kleinerer Kraft- und Arbeitsbedarf
großes Umformvermögen |
|
|
Welche Vorteile hat Kaltumformen?
|
kein Aufwärmen
bessere Oberflächengüte keine Maßschwindung Festigkeitssteigerung sehr wenig spanende Nachbearbeitung |
|
|
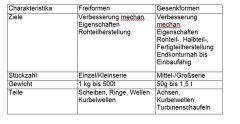
Vergleiche: Freiform- vs. Gesenkschmieden
|
|
|
|
Nenne Verfahren des Freiformschmiedens
|
Recken
Rundkneten Breiten Stauchen Treiben Schweifen |
|
|
Nenne die Freiformschmiedeprodukte
|
Scheiben, Walzen, Flanschwellen, Buchsen, Lochscheiben, Stäbe, Kurbelwellen, Gehäuse, Ringe
|
|
|
Nenne Verfahren zur Richtungsänderung
|
Verschieben (z.B. Absetzen, Durchsetzen)
Verdrehen |
|
|
Nenne die Verfahren zur Hohlraumerzeugung
|
Dornen
Durchlochen Hohldornen (Hohllochen) |
|
|
Nenne Trennverfahren des Freiformschmiedens
|
Abschroten
Einschroten Schlitzen (z.B. Spreizen, Recken, Aufweiten) |
|
|
Nenne Teilfolgen des Freiformschmiedens
|
- Erwärmen des Rohblocks
- Abtrennen des Blockkopfes - Stauchen und Durchschmieden - Formgebung - Abkühlen |
|
|
Nenne Charakteristika von Gesenkschmieden
|
- wird für Massenteile eingesetzt
- geringe Einsatzmasse (von WZ) - günstiger Faserverlauf im WS - geringe spanende Bearbeitung - hohe Kosten |
|
|
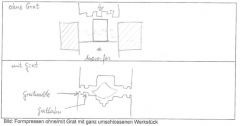
Skizziere Schmieden: mit vs. ohne Grat
|
|
|
|
Nenne allg. Fertigungsfolge des Gesenkschmiedens
|
Trennen, Wärmen, Zwischenformung, Endformung(Abgraten)
(Kalibrieren) (Maßprägen) (Nachpressen) (Richten) (Biegen) (Lochen) (Oberflächenbehandlung) |
|
|
Nenne Charakteristika von Rundkneten
|
- Freies Druckumformen
- Werkzeuge: Hämmer oder Stempel mit hohem Radialdruck, dadurch große plastische Formänderung am Werkstück - Gute Oberfläche, enge Toleranzen, hohe Festigkeit - Werkstück muss symmetrisch sein |
|
|
Nenne die Charakteristika von Genauschmieden/Präzisionsschmieden
|
- sind nicht absolut abzugrenzen
- eine höhere Form- und Maßgenauigkeit und eine gesteigerte Oberflächengüte - Einsparung min. einer Fertigungsstufe - fast einbaufertige Teile möglich Genauigkeit: Genauschm.: IT 9-10 Präzisionssch.: IT 7-8 |
|
|
Nenne die Charakteristika von Halbwarmschmieden
|
- bei niedrig legiertem Stahl Temp.: 600° - 800°C sonst 1000° - 1200°
- vereint die Vorteile von Kalt- und Warmschmieden |
|
|
Nenne Einrichtung zum Wärmen von Schmiedestücken
|
Öfen => Gas, Öl, Elektrik
Induktionserwärmung Widerstandserwärmung |
|
|
Beschreibe Anwärmprozess bei Schmiedestücken
|
langsam erwärmen bis ca. 650°C
Ausgleichen bei 650°C auf die Schmiedetemp.( 900°C - 1100°C) aufheizen Durchwärmen (Ausgleichen) |
|
|
Nenne Reaktionstypen der Oxidation von Schmiedestücken
|
- Innere Oxidation (Randoxidation)
- Äußere Oxidation (Verzunderung) -Randenkohlung |
|
|
Nenne Maßnahmen zur Reduzierung der Zunderbildung bei Schmiedestücken
|
- Wasserabkühlung des Warmbandes
- Verkürzung der Warmzeit - niedrige Umformtemperaturen |
|
|
wie wird nach dem Schmieden entzundert?
|
durch: - Umformen
- Wasserstrahlen |
|
|
Nenne Werkzeuge zum Freiformschmieden
|
- Flachsättel
- Spitzsättel - Flach-Spitzsättel - Rundsättel |
|
|
Nenne Werkzeuge zum Gesenkschmieden
|
- offenes Gesenk
-Gesenk mit Gratspalt - geschlossenes Gesenk |
|
|
was muss bei der Gestaltung von Freiform- und Gesenkschmiedewerkzeugen beachtet werden?
|
- Werkstückmaße/ -Toleranzen
- Werkzeugführung - Seitenschrägen - Maß-Präzision |
|
|
Nenne Beanspruchungskollektiv(e) von Gesenkschmiedewerkzeugen
|
- Thermisch: Dauerbeanspruchung, Wechselbeanspruchung
- Mechanisch - Tribologisch (Reibung) - Chemisch: Oxidation, Zwischenschichtverdrängungen |
|
|
was ist Verschleiß von Gesenkschmiedewerkzeugen?
|
unerwünschte Veränderung der Oberfläche durch Lostrennen kleiner Teilchen
|
|
|
was versteht man unter Rissbildung von Gesenkschmiedewerkzeugen?
|
entsteht an Stellen hoher Spannungskonzentration infolge von Kerbwirkungen
|
|
|
wie entsteht plastische Verformung von Gesenkschmiedewerkzeugen?
|
werden durch zu hohe Belastungen im Verhältnis zu Warmfließgrenze der WZ-Werkstoffe hervorgerufen
|
|
|
Nenne die Aufgaben der Schmierung von Gesenkschiedewerkzeugen
|
- Reduzierung der Reibung
- Wärmedämmung |
|
|
Nenne Schmierstoffe und Kühlmittel und Treibmittel für Gesenkschmiedewerkzeuge
|
Treibmittel: Sägespäne
Kühlmittel: Pressluft/Wasser/Wasser-Luft-Gemische Schmierstoffe: Graphit/Gläser/Molybdänisulfid |
|
|
was ist Strangpressen?
|
Das Werkstück wird an die Werkzeuge herangeführt und voll durchgepresst
|
|
|
was ist Fließpressen?
|
Ein Werkstück-Rohling befindet sich zwischen zwei Werkzeugteilen und wird durch die Matrize gedrückt
|
|
|
Nenne die Charakteristika von Strangpressen
|
- Voll- und Hohlprofile möglich
- komplizierte Querschnitte/Formen möglich - Werkstoffe: Leicht- und Schwermetalle - hoher Umformgrad - geringe WZ-Kosten |
|
|
Nenne Pressfehler beim Strangpressen
|
- Verlust der Festigkeit
- Spannungsrisse - Längsriefen |
|
|
Einteilung Fließpressen?
|
- Fließpressen mit starrem Werkzeug: Vorwärts-Fließpressen/Rückwärts-Fließpressen/Quer-Fließpressen
Fließpressen mit Wirkmedien: Hydrostatisches Vorwärts-Fließpressen |
|
|
Nenne Anforderungen an Fließpresswerkstoffe
|
- geringe Fließspannung
- geringe Neigung zur Kaltverfestigung - homogenes Gefüge - hohen Umvormvermögen |
|
|
Nenne die Vorteile von Fließpressen?
|
Maximal mögliche Formänderung
Anzahl der Hübe +Einsparung Nachbearbeitung +Einsparung Fügeoperationen +Einsparung Spanen +Einsparung Werkstoff |
|
|
Nenne die Nachteile von Fließpressen?
|
- Vorbehandlung nötig
- Vormaterial muss präzise sein - hohe Beanspruchung der WZ |
|
|
Einteilung Durchziehen?
|
-Gleitziehen
-Walzziehen |
|
|
Nenne die Verfahren von Gesenkschmieden
|
- von der Stange
- vom Spaltstück - vom Stück |