![]()
![]()
![]()
Use LEFT and RIGHT arrow keys to navigate between flashcards;
Use UP and DOWN arrow keys to flip the card;
H to show hint;
A reads text to speech;
66 Cards in this Set
- Front
- Back
|
How is acetylene gas produced? |
By the reaction of calcium carbide and water or from natural gas and petroleum |
|
|
Pressurized Oxygen is dangerous in contact with what materials? |
Oil |
|
|
What materials shouldn't be used with acetylene and why? |
Copper |
|
|
How should compressed gas cylinders be safely stored? |
In a well ventilated flame-proof room |
|
|
What results from compressed Oxygen being used too quickly?
|
A rapid drop of pressure and temperature in the cylinder |
|
|
What are the two components of a Flashback Arrestor? |
Flame Front - filters/extinguishes the flame |
|
|
When storing gas cylinders, what should the temperature not exceed? |
52 degrees C |
|
|
When transporting compressed gas cylinders, what should the driver have with him? |
Gas manufacturer's information card |
|
|
Identify different gas welding processes |
Oxy-Acetylene |
|
|
What is the correct temperature for a neutral oxy-acetylene flame? |
3200ºc
|
|
|
What is the numerical code for Oxy-fuel welding?
|
31
|
|
|
What is the numerical code for Oxy-acetylene welding? |
311
|
|
|
What else is inside an acetylene cylinder?
|
Liquid acetone - the acetylene is dissolved in this which stabilises it under pressure |
|
|
What is the maximum amount of Acetylene that should be 'drawn off' from a cylinder?
|
20% per hr |
|
|
What can rapid drawing off of acetylene cause?
|
The acetylene to boil out of the acetone, bringing some acetone with it. |
|
|
When using acetylene, what is the maximum pressure that should be used? |
0.62 bar
|
|
|
How is Oxygen gas produced?
|
From the distillation of air, which contains up to 21% oxygen |
|
|
1 lb per sq inch = how many Bar?
|
Approximately 0.07 |
|
|
1 Bar = how many lb per sq inch?
|
14.5 |
|
|
what is the body of a regulator made from and why?
|
Brass |
|
|
What does a Safety valve on a regulator do?
|
Discharges pressure very quickly then reseals when correct operation pressure is restored
|
|
|
What pressure are oxygen regulators capable of working with?
|
230 bar |
|
|
What are oxyacetylene hoses made from?
|
Synthetic rubber (neoprene lining and cover) with three layers of rubberised canvas reinforcement |
|
|
What is the maximum working pressure for most oxy-acetylene hoses? |
20 bar |
|
|
What is the function of a non-return valve?
|
They are fitted to the torch end of gas hoses to prevent back feeding of gases |
|
|
An Oxy-acetylene torch is made up of what components? |
Shank with control valves, mixer and nozzle
|
|
|
What does the number stamped on welding nozzles indicate?
|
The hole size |
|

What is this?
|
A Gas Economiser
|
|
|
What pressure should gases be set at when welding up to 3.2mm mild steel?
|
0.14 bar (2lb/sq inch) |
|
|
What pressure should gases be set at when welding 4mm mild steel? |
0.21 bar (3lb/sq inch)
|
|
|
What pressure should gases be set at when welding 5-6.5mm mild steel?
|
0.28 bar (4lb/sq inch) |
|

What kind of flame is this and what is it used for?
|
Carburising flame |
|

What kind of flame is this and what is it used for?
|
Neutral flame
Used for welding |
|

What kind of flame is this and what is it used for?
|
Oxidising Flame |
|
|
What is the 'leftward technique' used for?
|
Welding steel plate up to 4.5mm thick and for welding non-ferrous metals |
|
|
What slope angle should the torch and filler rod be held at when using the leftward technique?
|
Torch - 60-70º |
|
|
How far from the base material should the torch tip be when oxyacetylene welding?
|
3-5mm from inner cone tip to material |
|
|
How should the filler rod be fed when oxyacetylene welding?
|
At regular intervals into the weld pool, not the flame |
|
|
What is the 'rightward technique' used for?
|
Steel plate over 4.5mm thick |
|
|
What slope angle should the torch and filler rod be held at when using the rightward technique?
|
Torch - 40-50º
Filler Rod - 30-40º |
|
|
How should 'Stop Start Technique' be used?
|
Reheat the weld approximately 12mm back from the point you stopped |
|
|
How does 'blowback' occur
|
When the nozzle is too close to the material, molten metal attaches to it causing a build up in gas pressure leading to a small explosion |
|
|
What part of the weld is the Root?
|
The furthermost point of Fusion in a welded joint - the deepest part of the weld
|
|
|
What part of the weld is the Root Face?
|
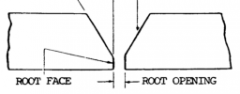
A section of the prepared weld edge (at the bottom), that is at a 90º angle.
|
|
|
Identify fuel gases used for flame cutting |
Acetylene
Propane
Hydrogen
Methane (natural gas)
MAPP gas
LPG (Propylene) |
|
|
What is the maximum depth of cut advised when using a combination torch |
100mm |
|
|
What is the ignition temperature for steel, and how is it identified? |
900-950ºc
Cherry red colour |
|
|
What are the two flame gouging techniques? |
Progressive gouging - where a continuous groove is gouged
Spot gouging - where small, often deep areas are removed |
|
|
What angles should a gouging torch be held at when gouging from an edge? |
Pre-heat angle 25-30º
Gouging angle 5-10º |
|
|
What angles should a gouging torch be held at when gouging not from an edge? |
Pre-heat angle 35-40º
Gouging angle 5-15º |
|
|
What are the different types of cutting torches available? |
Combined Torch
Hand Cutter
Nozzle Mix Cutter
Premix Cutter
|
|
|
Describe a Combined Torch |
Can be adapted for cutting, heating or welding |
|
|
Describe a Hand Cutter |
Available in a variety of lengths and used for cutting thicker section, so the operator is further away from the heat. |
|
|
Describe a Nozzle Mix Cutter |
Gases don't mix until they reach the nozzle, reducing the force of the igition explosion and the chance of flashback |
|
|
Describe a Premix/Injection Cutter |
Mixes the gases in the head, making the head larger and heavier than other torches
OR
Mixes the gases in the torch body (gas delivery tubes)
Injector torches have the advantage of being able to use the higher pressure of oxygen to pull the fuel into the torch. This allows the torch to be used at low fuel gas pressures or with large pressure drops such as those experienced through long hose lengths. |
|
|
Describe the appearance of a good oxyfuel cut |
Sharp top and bottom edges
Vertical drag lines
No adhering dross
Square face
Light, easily removed scale |
|
|
Describe the appearance of an oxyfuel cut where cutting speed has been too fast |
Top edge not sharp
Rounded bottom edge, which may not be completely severed
Drag lines uneven, sloping backwards |
|
|
Describe the appearance of an oxyfuel cut where cutting speed has been too slow |
Rounded and melted top edge
Bottom edge rough
Dross on bottom edge difficut to remove
Lower part of cut face irregularly gouged
Heavy scale on cut face |
|
|
Describe the appearance of an oxyfuel cut where the nozzle has been held too high |
Excessive melting of top edge
Undercut at top of cut face
Course draglines at bottom of cut face |
|
|
Describe the appearance of an oxyfuel cut where cutting speed has been irregular |
Wavy cut edge
Uneven drag lines |
|
|
Describe the appearance of an oxyfuel cut where preheating flame has been too high |
Rounded top edge
Irregular cut edge
Melted metal falling into kerf
Excessive dross adhering to bottom edge |
|
|
Describe the appearance of an oxyfuel cut where preheating flame has been too low |
Bad gouging of lower part of cut face
Cutting speed slow |
|

Describe this cut |
Cut too fast
|
|

Describe this cut |
Oxygen too high |
|

Describe this cut |
Good cut |
|

Describe this cut |
Nozzle too high |