Reading...
![]()
Play button
![]()
Play button
![]()
Use LEFT and RIGHT arrow keys to navigate between flashcards;
Use UP and DOWN arrow keys to flip the card;
H to show hint;
A reads text to speech;
10 Cards in this Set
- Front
- Back
|
Automated Composites Manufacturing
|
Two Variants:
1) Automated Fiber Placement (AFP) uses prepreg tows 2) Automated Tape Laying (ATL) uses slit prepreg tapes |
|
|
Use of the process
|
The structures are autoclave-cured after the prepreg tow or tape has been placed.
Automated manufacturing is generally a male-molding process, with material applied to a rotating mandrel |
|
|
Part Purpose Machines
|
For production of large numbers of parts that are identical or similar in size and shape.
- more affordable - “right sized” - mainly tape laying |
|
|
Press Consolidation
|
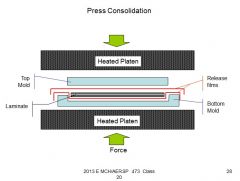
Advantages
short cycle time high volume production Disadvantages high initial capital investment |
|
|
Continuous & Discontinuous Press Consolidation
|
1) Continuous fiber prepreg can only be press-cured flat.
2) Discontinuous fiber prepreg can be press-cured into complex shapes |
|
|
Electrical Laminate
|
All woven yarn glass fabrics used for PCBs are plain weaves.
Plain weaves have the best dimensional stability. - stay flat under thermal load |
|
|
SHeet Molding Compound (SMC)
|
Resin paste and glass fibers are brought together, kneaded to wet the fibers, and rolled into spools
Spools are matured for 2-3 days Sections or prepreg are inserted into a mold and press-cured for 2 minutes at 300 °F and 1000 psi. |
|
|
Resin Shrinkage
|
Two Sources:
1) Cure Shrinkage 2) Thermal contraction during cool-down In some laminates resin shrinkage can result in residual stresses high enough to cause fiber/matrix de-bonding, cracking, or delamination |
|
|
Thermal Management
|
Uniform cavity temperatures are required for large parts.
Initial heating of charge can decrease mold wall temperatures. As cure proceeds, charge and mold wall temperatures increase. Runaway exotherm can result in thermal degradation |
|
|
Summary
|
Forming Offers Potentially Cost Effective Processing Option
Modeling Activities Guide Increasing Implementations Part Selection and Process Configuration is Crucial to Successful Implementations New Material and Process Developments Promise Broader Application of the Technology |